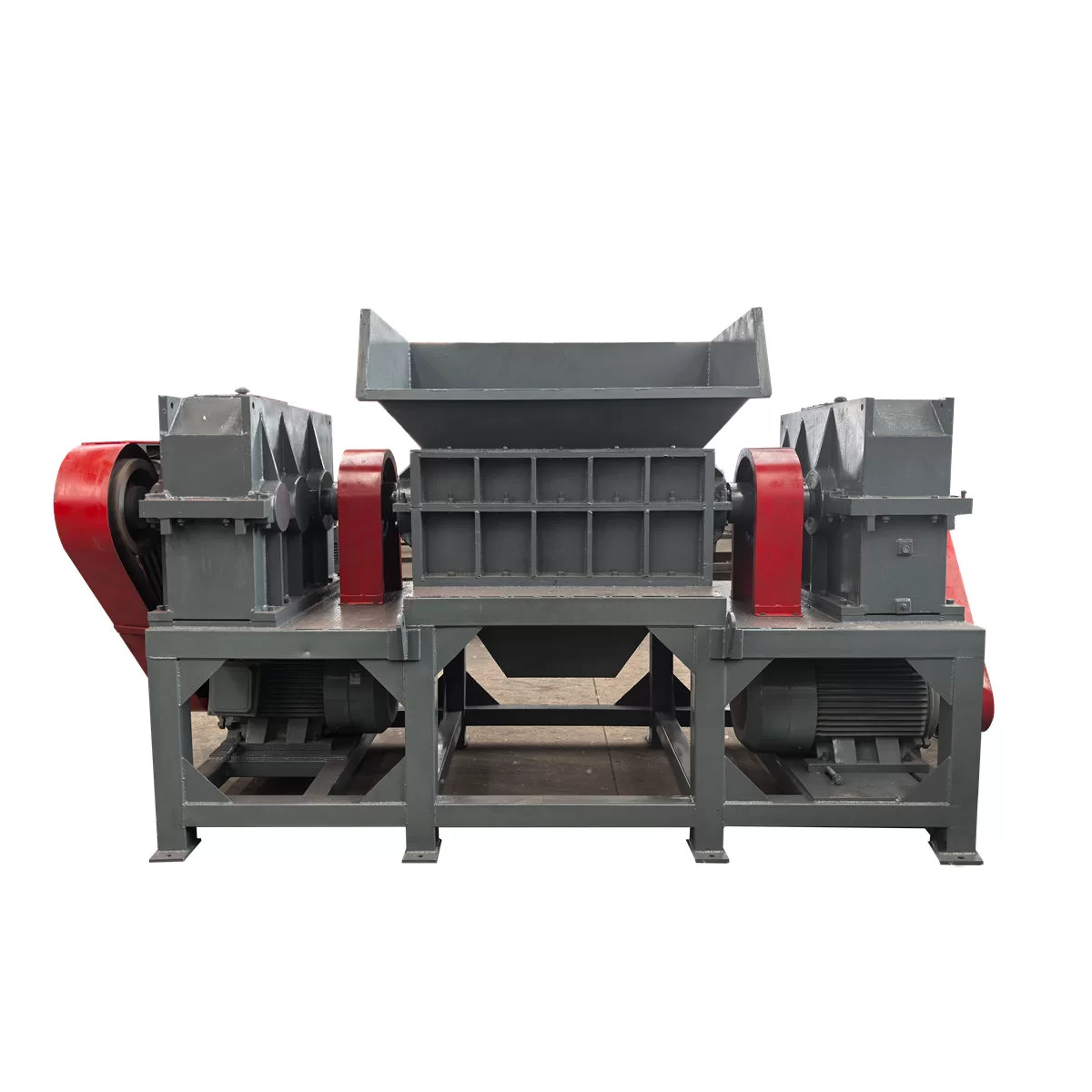
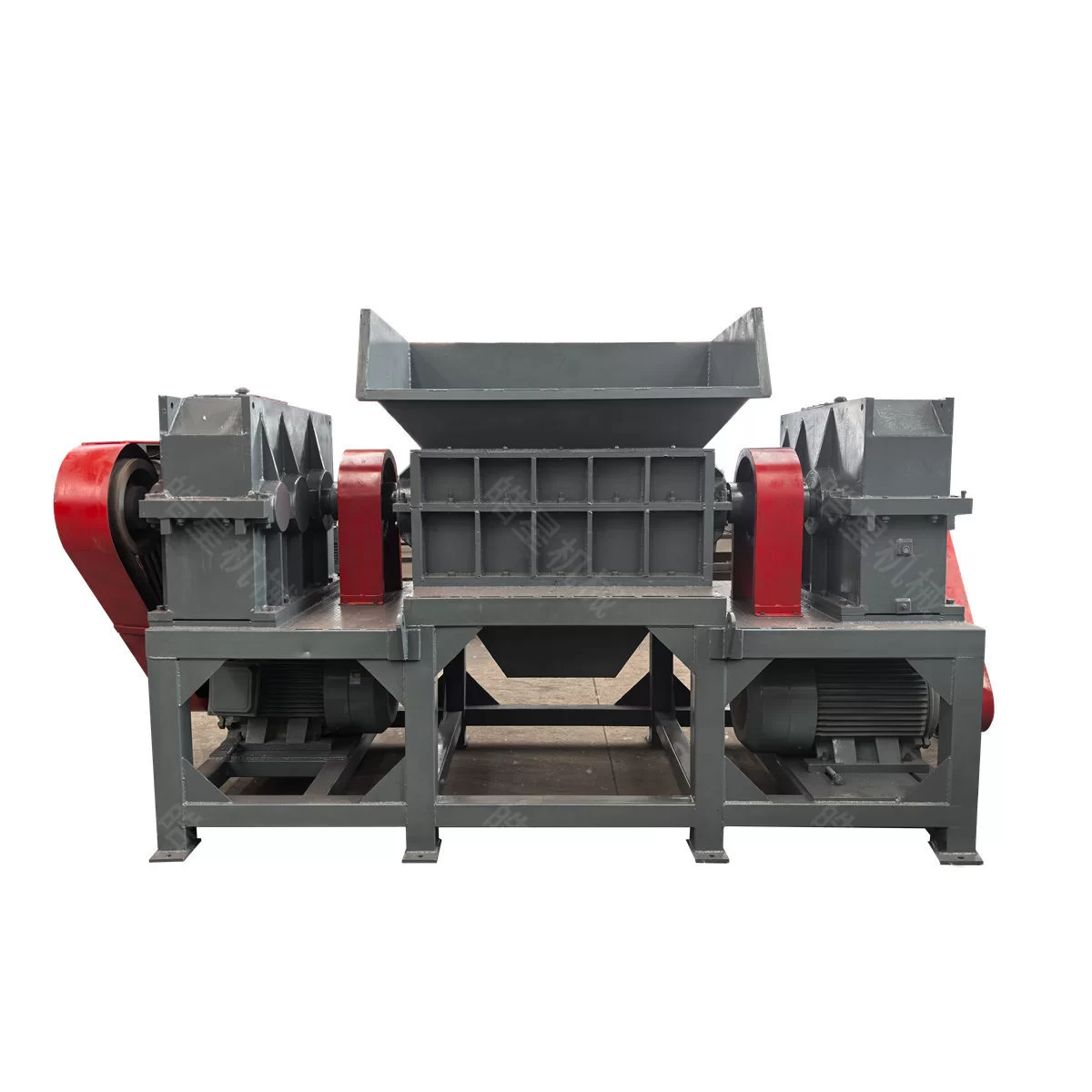
Purchasing a used scrap aluminum crusher can cut initial investment by 40%–60%. However, without a structured evaluation, buyers risk acquiring equipment with hidden fatigue, severely worn core components, or imminent bearing failure. This guide provides a parameter-driven approach to assessing a used aluminum hammer mill's true remaining value by analyzing two key diagnostic dimensions: abnormal operating sounds and physical wear patterns on critical components.

1. Diagnostic Listening: Decoding Machine Health from Sounds
Sound is often the earliest indicator of mechanical distress. Request a 15–20 minute dry run and listen carefully from multiple positions around the machine.
1.1 Bearing Condition Assessment
Temperature Baseline: After 15–20 min no-load run, bearing housing temperature should stabilize between 30°C–50°C (86°F–122°F). Over 60°C indicates compromised lubrication; sustained over 70°C signals imminent failure. Measure with infrared thermometer at 3/4 housing height.
Vibration Thresholds: Per ISO standards, scrap hammer mills should operate below 4.5 mm/s RMS in 10–1000 Hz band. 4.5–7.1 mm/s warrants caution; >7.1 mm/s indicates serious bearing damage or rotor imbalance.
| Sound Pattern | Likely Issue | Impact on Value |
|---|---|---|
| Continuous high-pitched whine | Insufficient lubrication | Bearing replacement; deduct $800–$2,000 |
| Rhythmic clicking/knocking | Damaged roller or spalling | Bearing near end-of-life; full replacement cost |
| Low rumbling/growling | Cage damage or contamination | Immediate replacement and system flush |
| Intermittent squeaking | Misalignment | Minor coupling/belt adjustment |
Bearing Replacement Cost Reference: Heavy-duty spherical roller bearings for a 280kW HXPS1600-class crusher cost approx. $800–$1,500 per set. If both ends require replacement, deduct at least $2,000–$3,500.
1.2 Rotor and Hammer Assembly Sounds
| Sound Pattern | Likely Issue | Impact on Value |
|---|---|---|
| Irregular heavy thudding | Missing or unevenly worn hammers; rotor imbalance | Stop machine; rebalance or hammer replacement |
| Rhythmic metallic scraping | Hammer tips contacting screen; clearance too small | Hammers/screen beyond service limit |
| Occasional sharp metallic ping | Loose hammer pin or bolt | Safety hazard; inspect shaft and hammer assembly |
| Smooth hum with mild impact | Normal operation | Good maintenance history |
1.3 Drive System Diagnostics
| Observation | Likely Issue | Impact on Value |
|---|---|---|
| Motor struggles to reach RPM | Undersized motor or voltage drop | Check nameplate vs original spec |
| Belt squeal during startup | Worn/glazed belts | $200–$400 replacement |
| Rhythmic slapping from belt area | Damaged belt or misaligned pulleys | Replace belts and align pulleys |
| Grinding noise from gearbox | Gear tooth or bearing wear | $1,500–$4,000 deduction |
2. Visual Wear Analysis: Quantifying Component Remaining Life
After listening, request the hydraulic lid be opened for detailed inspection.
2.1 Hammer Wear Evaluation
| Material | Identifying Features | Typical Life | Replacement Trigger |
|---|---|---|---|
| High Manganese (Mn13) | Dull gray, magnetic | 1–3 months continuous | Thickness<60% or="" edge="" rounding="">10mm |
| High Chromium (Cr15–20) | Bright metallic, brittle | 3–6 months, 800–1500 hrs | Edge wear >15mm or visible cracks |
| Composite/Bimetallic | Visible boundary between head and shank | 30–50% longer | Thickness reduction >40% or delamination |
Measurement Guidelines: Use calipers on wear face. Uneven wear >5mm between adjacent hammers suggests rotor imbalance. Replacement Cost: Full set (48 hammers) for HXPS1600 approx. $3,500–$6,000. If >30% require immediate replacement, deduct this amount.
2.2 Liner and Impact Plate Assessment
| Wear Indicator | Measurement Method | Action Threshold | Cost Reference |
|---|---|---|---|
| Liner thickness reduction | Ultrasonic gauge or caliper | <40% of original | $1,200–$2,500/set |
| Visible cracking/spalling | Visual with flashlight | Crack >50mm or spall >20mm | Replace affected section |
| Bolt hole elongation | Check for oval wear | Elongation >3mm | New liners required |
| Uneven wear pattern | Compare top/mid/bottom | Variation >8mm | Indicates feed/rotor issues |
2.3 Screen Grate Condition
| Inspection Point | What to Look For | Replacement Criterion | Cost Impact |
|---|---|---|---|
| Hole/bar wear | Round holes becoming oval | Hole diameter increased >20% | $800–$1,800 |
| Structural integrity | Cracks from hole edges or welds | Any visible crack | Immediate replacement |
| Material buildup | Aluminum smearing or peening | >30% area blocked | Cleanable; indicates wet feedstock history |
| Support frame | Bent or cracked ribs | Any visible deformation | $300–$600 frame repair |
2.4 Rotor and Main Shaft Inspection
| Inspection Area | Critical Finding | Significance | Deduction Range |
|---|---|---|---|
| Rotor disc edges | Grooving from material flow | Deep grooves indicate abrasive history | $1,000–$3,000 |
| Hammer pin holes | Elongation/oval wear | Elongation >2mm requires rotor rebuild | $4,000–$8,000 |
| Main shaft journals | Scoring, galling, heat discoloration | Any damage to bearing seating | $3,000–$6,000 |
| Rotor balance | Hammer arrangement symmetry | Uneven placement accelerates bearing wear | $500–$1,000 rebalancing |
2.5 Hydraulic System and Structural Integrity
| Component | Inspection Point | Red Flag | Cost to Remediate |
|---|---|---|---|
| Hydraulic lid cylinder | Oil leaks, jerky operation | Rod pitting or scoring | $400–$1,200 |
| Hydraulic power unit | Oil color (should be amber) | Dark, burnt smell or milky | $300–$800 flush |
| Main frame | Cracks at welds, near bearing supports | Any visible crack; check for fresh paint | $2,000–$5,000 |
| Foundation bolts | Loose or corroded | Base movement during operation | $500–$1,500 |
3. Age-Based Depreciation and Quick Valuation
| Equipment Age | Typical Condition | Value (% of New) | Key Considerations |
|---|---|---|---|
| <1 year | Like new, minimal wear | 70%–80% | Verify warranty transfer |
| 1–3 years | Moderate wear, hammers rotatable | 50%–65% | Best value range |
| 3–5 years | Significant wear, bearings near end-of-life | 35%–50% | Budget for bearing replacement |
| 5–8 years | Major components nearing replacement | 20%–35% | Only with documented rebuild history |
| >8 years | High structural fatigue risk | <20% | Generally not recommended |
Quick Valuation Formula:
Fair Value ≈ (New Price × Depreciation Factor) – (Immediate Repair Costs) – (50% × Near-Term Maintenance Costs)
Example: 2-year-old HXPS1600, new price $45,000, requires $4,000 hammer replacement and $2,000 bearing service within 6 months.
Fair Value = ($45,000×0.60) – $4,000 – ($2,000×0.5) = $27,000 – $4,000 – $1,000 = $22,000.
4. Quick Reference Checklist
| Component | Acceptable Condition | Warning Signs | Maximum Deduction |
|---|---|---|---|
| Bearings | Temp<50°C, vibration <4.5mm/s | Temp >60°C, clicking noise | $2,000–$3,500 |
| Hammers | >60% original thickness, even wear | Thickness<50%, cracks | $3,500–$6,000 |
| Liners | >50% original thickness, no cracks | Thickness<40%, spalling | $1,200–$2,500 |
| Screen | Hole enlargement<15%, no cracks | Enlargement >20%, weld cracks | $800–$1,800 |
| Rotor | Pin hole elongation<1mm | Elongation >2mm, journal damage | $4,000–$8,000 |
| Hydraulic System | Clean oil, no leaks | Dark/milky oil, visible leaks | $400–$1,200 |
By systematically listening for abnormal sounds and quantifying wear on critical components, you can negotiate used equipment purchases with confidence, avoiding hidden fatigue costs and maximizing your return on investment. A pre-purchase load test by a qualified engineer is always recommended to validate findings.