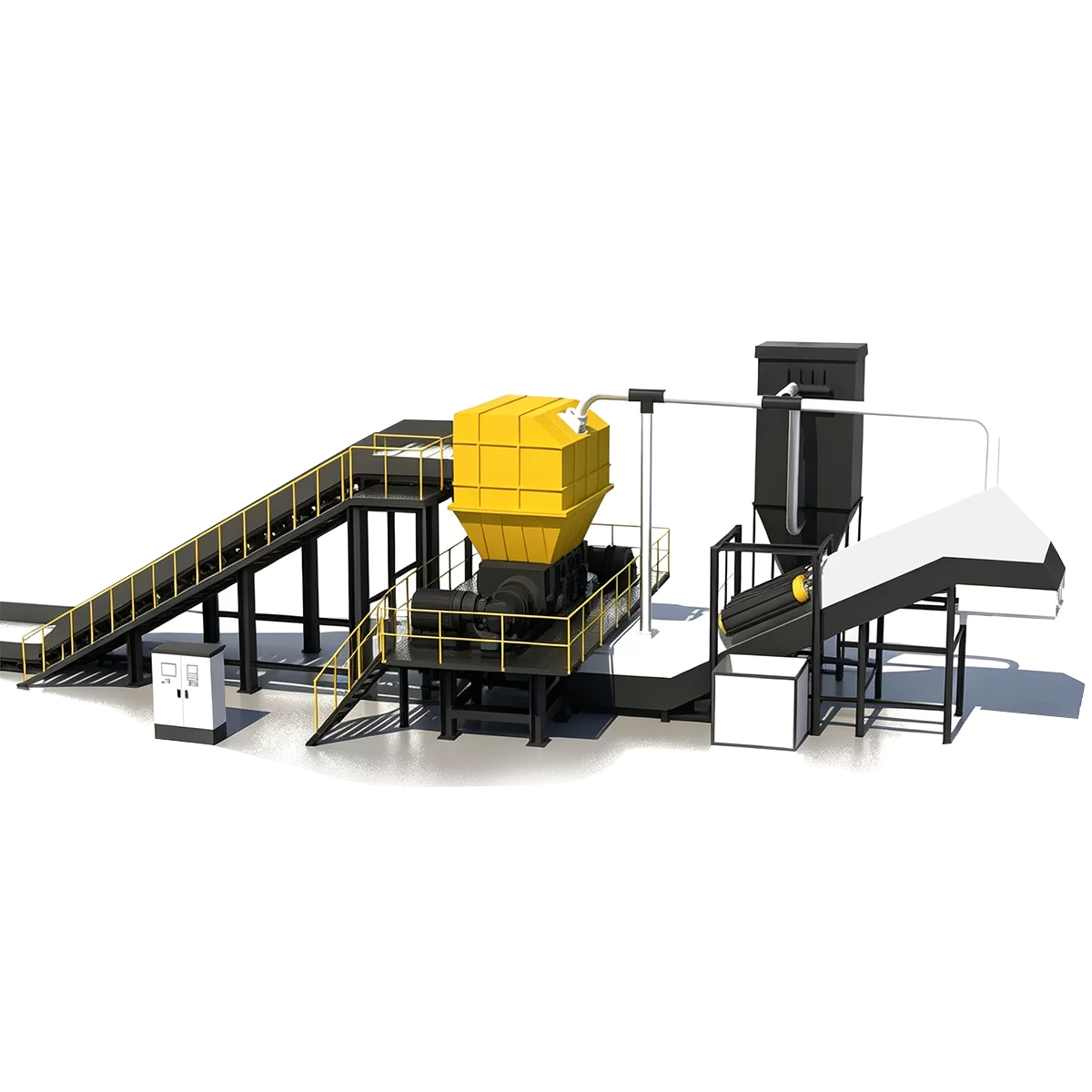
Many customers purchase a scrap aluminum crusher rated at 5 tons per hour, only to find actual output around 3 tons – a capacity gap of nearly 40%. What exactly causes this problem? Our technical team at Haoxing Machinery Factory has analyzed hundreds of production lines and identified five real factors to help you pinpoint the bottleneck.
1. Higher than expected impurity content in feedstock
Scrap aluminum often contains non‑aluminum materials such as iron, plastic, and rubber. When the impurity content exceeds 8%, the crusher frequently reverses or clogs, reducing effective throughput by 30%–40%. Field tests show that for every 5% increase in impurity content, actual capacity drops by approximately 1.2 t/h.
2. Improper screen mesh size selection
The screen directly determines output particle size. If the user requires an output ≤20 mm but mistakenly uses a 10 mm screen, the fine crushing load multiplies and output may drop by half to 2.5 t/h. Recommendation: select mesh size according to end use. For processing aluminum chips, a 12–15 mm screen balances output and fineness.

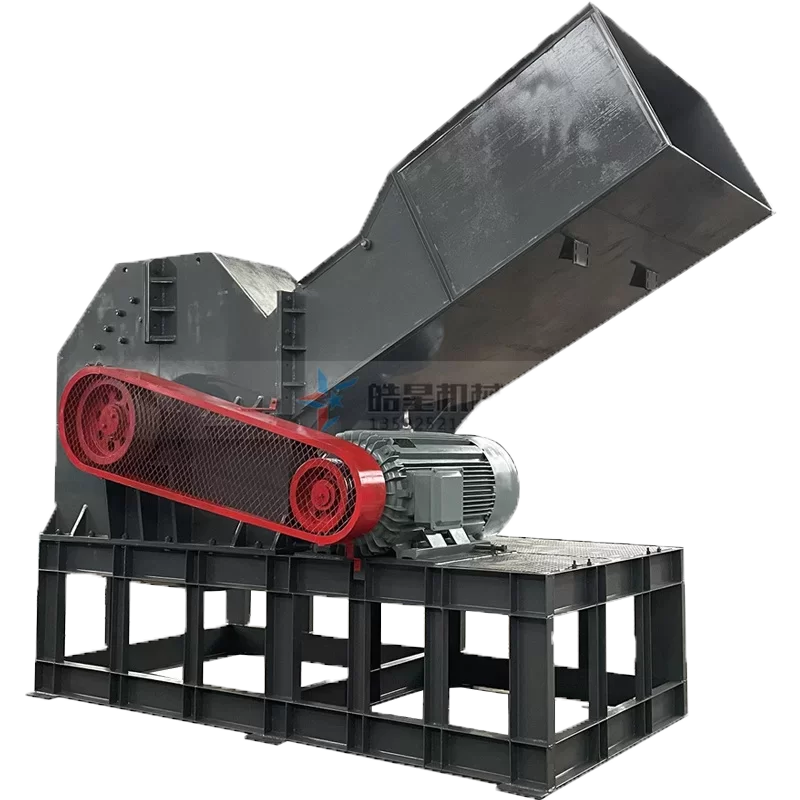
3. Excessive hammer wear
When hammer wear exceeds 15% of original weight (e.g., a high‑manganese steel hammer drops from 8 kg to below 6.8 kg), the impact linear speed decreases and material cycles repeatedly inside the crushing chamber, reducing capacity by 25%–35%. Haoxing Machinery Factory recommends inspecting hammers every 300 operating hours and replacing them immediately once the wear threshold is reached.
4. Uneven feeding or overload
Intermittent feeding easily triggers overload protection, leading to frequent stops and restarts. With continuous, uniform feeding, the motor current fluctuation should be controlled within ±10%. Replacing manual feeding with a vibrating feeder usually increases output by more than 20%.
5. Insufficient motor power and drive efficiency
Some equipment is rated at peak power, but actual continuous output is lower. For example, a 55 kW motor under prolonged heavy load may deliver only 75% of its rated torque. Adding belt slippage or coupling misalignment can cause an additional 5%–10% loss in transmission efficiency. Recommendation: measure the operating current. If it is consistently below 80% of the rated current, check the drive system or consider upgrading the motor.
The five factors above cover feedstock, screen, wear, feeding, and power – the critical links. Haoxing Machinery Factory provides on‑site capacity diagnostics and parameter calibration services. Contact us for a tailored retrofit solution.
This article was edited by Liu Peipei from the Promotion Department of the Gongyi Haoxing Machinery Factory Online Department, based on actual tests conducted on 2026-05-13. If quoted, please indicate the source.